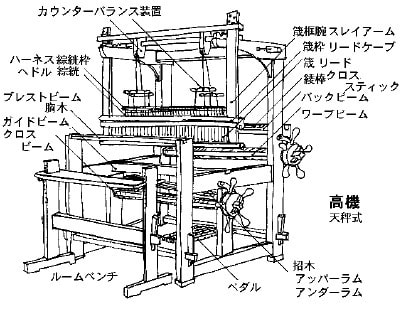
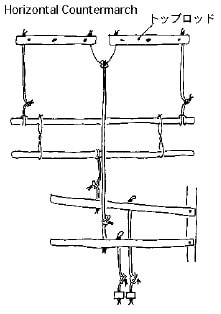
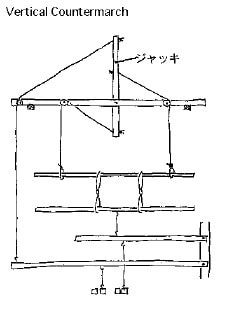
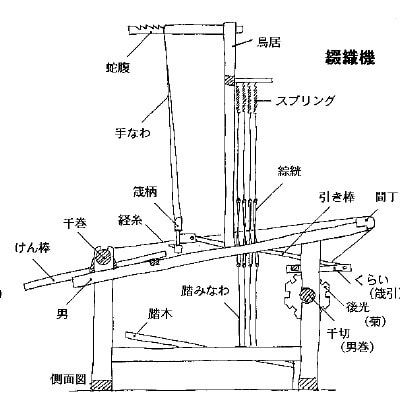
| 織機の構造について |
織機の種類 |
|


|
|

|

|
 |
糸について
繊維の種類
●長い繊維
蚕は口から糸を吐き出して繭(まゆ)をつくる。一粒の繭をほぐした長さは約1000~1400mにもなる。
このような長い繊維をフィラメントと呼び、天然繊維では絹だけである。化学繊維では絹よりも長い繊維がある。(ナイロン・ポリエステル・アクリルなど)
「絹」
1本の生糸は2本のフィブロインとその表面を包んでいるニカワ質のセリシンとから成っています。セリシンを除去しないと生糸のしなやか美しい性質が出ないので精練します。1kgの生糸を精練すると約700gの練絹(ねりきぬ)ができる。

●短い繊維
綿は数センチの長さしかなく、ウールも1年に1回は切り取るため、せいぜい10cm程度です。紡ぐ前の短い繊維をステープルと呼びます。
「綿」
良質の木綿は繊維が細く長く柔軟で光沢が良い。保温性、弾性、染色性、かさ高、抱合性がある。(シーアイランド綿、エジプト綿、アップランド綿etc
「麻」
非常に種類が多く(約20種)、用途も広範囲である。日本では植物の幹の皮から採ったものや葉茎から採ったもので硬く長い繊維を総称して「麻」と呼んでいる。(野性種の苧麻(ちょま)があった。地方でわずかに織られている麻織物には麻を繊維にまで精製しないで織ったものもある。(カラムシなど)
「羊毛」
緬羊から刈り取った毛を羊毛といい、品種改良および育成の風土差により、特色のある風合を持った非常に多くの種類がある。
羊毛には、うろこ状のスケールがあり、また特有の大小さまざまなクリンプ(波形)があり、繊維同士が自然にからみあって、紡ぎやすく、ふっくらとした風合で手ざわり良く、保温力にもすぐれている。クリンプが多いほど紡ぎやすく保温力にすぐれている。

●緬羊には次のような多くの種類があります。
メリノ種:最も代表的な緬羊。毛足が短く繊維が細く柔らかい。(オーストラリア、ニュージーランド、ソビエト、南米etc)
クロスブレッドコリデール種:南方の羊としては毛足が長く繊維は太い。(オーストラリア、ニュージーランドetc)
サウスダウン種:短毛でメリノ種にくらべ、繊維が太く弾力がある。(イギリスetc)
リンカーン種:毛足が非常に長い。(イギリスetc)他
◯羊毛は次のような名称で呼ばれている。
コリデール:柔らかく安価なので気軽に応用を楽しめ、服地、マフラーの混合用に便利。
チェビオット:英国品種中、最も歴史の古いもので多く用いられる。毛は光沢があり、ホームスパン、服地などに用いられ、柔らかいところはマフラーなどに用いる。毛の平均長7cm程
シロップシャー:英国中西部シロップシャー地方原産地で、毛は良質で弾力性に富み柔らかくクリンプが多い。服地、マフラー、ショールなどに用いる。平均長6cm程
アイリッシュ、ウェリッシュ、ブラックフェース、ダウンクロス、カラクル:ホームスパン服地、敷物類に用いる。
ロムニー:細く毛足が長くクリンプもある。マフラー類に。
メリノ:毛は細く高級な羊毛でソフトな風合です。梳毛織物に主に用い、手紡ぎにはあまり向かない。平均長8cm程
●羊毛以外の獣毛繊維:光沢はあるがスケールは少なく、繊維が太く、クリンプも弱いものが多い。
カシミール山羊(カシミヤ):体の表面の毛は太く硬いヘアーでその根元部分にはえている細い毛を使用する。手ざわりはなめらかで毛の長さは4~9cm位。(ヒマラヤ、北方インド、モンゴル、チベットで飼育)
アンゴラ羊(モヘア):光沢は良く強力、粗硬、縮絨性に乏しい。15~18cm位(トルコ、南アフリカ共和国)
アルパカ(ラクダ科):光沢があり、肌ざわりがよい。白、灰、茶色など天然色のまま使用する。10~23cm位(南米アンデス山脈、ペルー)
ラクダ(キャメル):羊毛を2~3割混ぜて使用する。脱色ができない。(モンゴル地方に産するアジア系のふたこぶラクダ)
他:ビキューナ、ラマ、アンゴラウサギ、ゴート、アフガンファウンド犬etc
燃焼による糸素材の判別
●天然繊維
「植物性繊維」
綿・麻:燃えやすく白い灰が残る。紙を焼く臭い。
「動物性繊維」
羊毛:ちぢれながら、くすぶるように燃え、黒い毛玉ができる。髪を焼くクサイ臭い。
絹:ちぢれながら、早く燃え、黒い毛玉ができる。髪を焼くクサイ臭い
●化学繊維
レーヨン:ぱっと早く燃え、ほとんど灰が残らない。紙を焼く臭い。
ナイロン:溶けながら徐々に燃え、丸い球になる。かすかな特異臭。
アクリル:よく燃え、黒い毛玉ができ辛苦いにおいがする。
テトロン:黒い煙を上げ、溶けながら燃える。
ガラス繊維:燃えないで少し溶ける。
ポリエステル:すすの多い炎を出して燃え、芳香である。
糸の種類
●絹SILK
絹は蚕の繭からとります。家蚕(かさん)屋内で桑を食する蚕。
野蚕(やさん)ナラ、クヌギ、カシ、他を食する野生の蚕。柞蚕(さくさん)最も需要、産出量ともに多い。天蚕(てんさん)樟蚕(しょうさん)etc
◯柞蚕糸(さくさんし):節や太さにムラがあり、特有の色(薄緑色、黄色、褐色)がある。丈夫で独特の風合がある。35Dが標準。着尺、帯地、テーブルセンター
◯玉糸(たまいと):玉糸は玉繭からつくる。繭は普通、1頭の蚕がつくるが、ときには2頭の蚕が1粒の繭を共同してつくることがあり、これを玉繭という。製糸してもなめらかにほぐれず、太さのムラや節があったりして、手紡ぎ糸のような表情をもった玉糸になる。実際には玉繭に不良繭を混合してつくる。インドシルク緯糸etc
◯生糸(きいと):繭の外側から蚕が吐糸した順に解きほぐし、何本か合わせて製糸した太さのそろった連続した糸である。生産量の多い21Dの生糸は繭を7~8粒合わせたもので、それを6~10本合糸して撚りをかけ手機に用いる。着尺、服地
◯紬糸(つむぎいと):アルカリで練った、くず繭から引いたり、繭をいちど真綿につくってから紡いでいる。生糸のように均一でなく太細があって素朴な風合がある。光沢は劣る。着尺緯糸
◯絹紡糸(けんぼうし):紡績絹糸の略称。絹ガラとも呼ばれ、製糸工程で生じる、くず繊維またはくず繭などの副蚕糸(ふくさんし)を紡績したもので、太さは綿番手で表示する。
◯平巻糸(ひらまきいと):生糸のくずを引き伸ばしてそろえ、細い生糸を1本回りに巻つけた手紡糸(てぼうし)。生糸の光沢があり扱いやすい。帯地、服地、ショールの経緯糸
◯緒糸(もろいと)生皮苧糸(きびそいと):繭から生糸を繰るとき糸口を見い出す折できる、くず絹を生皮苧といい、その一部を整理し糸にしたもの。甘撚りの太めの糸で平巻糸より多少扱いにくい。平巻より太細の差があり柔らかい風合がある。
◯紬糸(ちゅうし):絹紡紬糸(けんぼうちゅうし)の略。絹糸紡績の綿屑からつくる絹紡糸の粗悪品。
●綿COTTON
綿糸:木綿の木の種子を包んでいる短繊維の綿毛を紡績してつくる糸。ウールのような伸縮性に欠けるが値段が安く丈夫で扱いやすい。吸水性に富み、肌ざわりが柔らかいため広範囲に用いられる。
「特殊加工された糸」
◯マーセル糸:綿糸をシルケット加工(苛性ソーダ処理で糸を強くし、染料の吸収もよくなる。)して、絹のような光沢をもたせたもの。
◯ガス糸:仕上げ工程でガスの炎の中、または熱したロールで毛羽を焼き光沢を出した糸。40番手以上の高級品で双糸が多い。コーマ糸
◯結束糸:10/13~10/30など、太い綿糸はノッティングの緯糸など敷物などに用いるが摩擦強度が弱い。
◯漁網糸(たこ糸):撚りが強く、ノッティングやつづれ織の経糸に用いる。
◯コーマ糸:上質の綿糸で短繊維や不純物が完全に除去され太さも均一で毛羽立ちも少なく光沢がある。
●麻LINEN,RAMIE,HEMP,CHINA GRASS etc
衣料用としては亜麻、苧麻、ラミー(家庭品質表示で「麻」表示が許可されているのはリネンとラミーだけである。)
綱索類ではマニラ麻、サイザル麻、大麻
麻袋用には黄麻(おうま)JUTE
羊毛にくらべ伸縮性がなく取り扱いの難しい糸である。絹のような光沢もないが原始的な地合や素朴な味わいを出すにはなくてはならない素材です。夏用服地、テーブルセンター、袋物、ノッティング・タペストリーの経糸として使用。
◯亜麻LINEN(製品)(亜麻科):強度は綿より強く、伸度は著しく小さい。硬さがあって光沢に富んでいる。手織りの場合4~30番手位がテーブルセンターなどインテリア製品に生成または少し漂白して使用される。FLAX(粗紡糸)ベルギー、北アイルランドなど寒い地方のものが品質がよい。
◯ラミーRAMIE(いらくさ科):絹のような光沢をもっているため絹麻とも呼ばれる。カーテン、テーブルセンター、夏物衣料
◯苧麻CHINA GRASS(いらくさ科):わが国では「からむし」と呼ばれ、夏物着尺として越後上布、能登上布、薩摩上布などがある。裃
◯大麻HEMP(桑科):強力で耐久力に富む。粗硬で弾性に乏しく、漂白が困難で紡績しにくいため、ほとんど麻紐、ロープ等索具類として使用される。
◯他:マニラ麻:フィリピン特産品、海水に弱い。サイザル麻:メキシコ原産、淡水では耐久力がない。
●羊毛WOOL
◯梳毛糸(そもう)Worsted Yarn:良質の長い繊維から紡績され、紡毛糸より硬く太さは均一で糸の表面はなめらか。毛羽立ち少なく光沢がある。細い糸で組織が密な薄手の織物に適している。サージ、ポーラ、モスリン等
◯紡毛糸(ぼうもう)Woolen Yarn:梳毛糸に比べ劣質で短い羊毛を用いる。毛羽立ち多く、撚りは甘く軽い。厚手の織物に適している。ツイード、毛布、フェルト等
糸の形状

糸の撚り(撚糸)
◯合糸(ごうし):原糸を数本合わせ適当な太さ(繊度)にする。
◯撚糸(ねんし):2本以上引き揃えて撚りをかける。必要な太さと強さにする。特殊な風合を与える。


撚りの強さは木綿や羊毛では1インチ(2.54cm)間に、生糸では1mあたりにかけられた撚りの数で表わします。
綿糸では普通、経糸用単糸の撚り数は例えば20sで18回、30sで21回、40sで25回程度です。撚糸すると長さが縮み、これを撚り縮み長さ。もとの長さに対する割合を「撚り縮み率」という。
●平織と撚りの方向
同一撚り方向の経糸緯糸にすると経緯の糸がよく密着して、隣同士の糸の間隔が粗になって織物は薄くなる。組織ははっきりするが光沢がなくなる。
異なる撚り方向の経糸緯糸にすると上下の糸の接する面で撚り線の方向が逆になるので密着はしないですべり合い、織目は密になって織物は厚くなる。撚り線の方向が一致するので光沢はでるが組織ははっきりしない。
●綾線と撚りの方向
粗密、光沢の関係は平織と同じである。綾線をはっきり表わすためには撚り方向の異なる経緯糸を用い、撚り方向を表面で一致させ、しかも撚り線と綾線の方向を逆にすればよい。
●朱子織と撚りの方向
朱子線と撚りの方向の関係は綾織と同じだが、朱子織はもともと光沢をもとめる織物に用いられるから、朱子線と表面の撚りの方向は一致させる。
◯片撚り糸(かたより):細い糸を合糸してSまたはZの方向に撚りをかけた糸。一般に綿、麻、羊毛などの紡績糸の単糸は左撚りです。
◯諸撚り糸(もろより):片撚り糸を2本以上合糸して、反対方向に撚りをかけたもの。はじめの撚りを下撚り、合糸したのちの撚りを上撚りという。主に経糸に用いる。片撚り糸2本の諸撚り糸を2本諸、3本を3本諸あるいは三子諸(みこもろ)という。木綿、羊毛などの紡績糸では2本諸を双糸(そうし)とか双子(ふたこ)と呼んでいる。ほかに三子糸(みこいと、みつこいと)四子糸(よこいと、よつこいと)などがある。
*元糸と同じ撚り方向の場合、かけ撚り。逆による場合(金糸を使う時など)もどき撚りという。
◯杢撚り(もくより):2種の異なる糸を合わせて撚糸したもの。色、太さ(繊度)などが異なったもの。繊維種を変え、異染性を利用することもできる。
◯甘撚り(あまより):軽く撚りをかけたもの。緯糸に使われる。
◯強撚り(こわより):強く撚りをかけたもの。
*ちりめん糸は生糸の片撚りの強撚糸で「しぼ」をだす。SZいずれか一方で織ったものを「片しぼ」。緯糸を1本交互にSZを織ったちりめんを一越ちりめん、2本の場合、二越ちりめん、4.6.8などの場合、うずらちりめんと呼ばれる。
◯駒撚糸(こまより):生糸を精練した練糸(ねりいと)の強撚諸撚糸でちりめん糸より撚り数は少ない。
◯意匠撚糸(飾り撚糸):意匠糸は特殊な効果をもつ均一でない糸で主に緯糸に使用される。ファンシーヤーン
「紡績によるもの」
◯ネップヤーン:スライバー(繊維束)のかわりにネップ(毛玉)を撚り込んだもの。芯糸に粗糸(撚りのかかっていない繊維)を用いる。
◯スラブヤーン:2本の芯糸の間に太い撚りのないスライバーを撚り込んだもので、やや長めの節が不規則にある。
撚糸によるもの
◯ループヤーン(ブークレ):細い芯糸にわな糸を撚りからませ、糸全体にループを出したもの。
◯リングヤーン:細い芯糸に太いからみ糸を撚り合わせ、さらに細い押さえ糸を反対方向に撚ったもの。
◯カール糸:細い芯糸に太い巻糸で連続的に輪をつくり、これを別の糸で押さえたもの。
◯ノップ糸:太い芯糸に1~2本の巻糸をからませ、ところどころ強く巻きつけ、固めの節をつくったもの。
◯雲糸:2本の細い糸の撚りあったところにスライバーを撚り込んで節をつくったもの。
◯壁糸:強く下撚りをかけた太い糸に細い糸を巻きつけたもの。またはその反対のもの。
◯鎖糸:壁糸に細い糸をそえて反対の撚りをかけたもの。
◯ささべり糸:壁糸にもう1本の糸を加えて撚り合わせたもの。
◯らせん糸:壁糸に似ているが、中心の細い糸が強く緊張しているため、太い巻き糸が螺旋状になっているもの。

糸の太さの表わし方
●恒重式:一定の重さに対して長さがいくらあるかを表わす。
綿糸、麻糸、梳毛・紡毛糸など短繊維(ステープル)の太さを表わすのが番手です。番手数が大きいほど糸は細くなる。
●恒長式:一定の長さに対して重さがいくらあるかを表わす。
絹や一部の化学繊維など長繊維(フィラメント)の太さを表わすのがデニールです。デニール数が大きいほど糸は太くなる。
◯毛番手(メートル番手)
1kgが1000mの場合、1番手 2000mの場合、2番手。
糸の長さ(km) 綛の数
毛番手=--------------- = --------------
糸の重さ(kg) 糸の重さ(kg)
◯麻番手(英国式)
1ポンドが300ヤードの場合、1番手 600ヤードの場合、2番手。
糸の長さ(ヤード) 綛の数
麻番手=---------------- ÷ 300 = ---------------
糸の重さ(ポンド) 糸の重さ(ポンド)
◯綿番手(英国式)
1ポンドが840ヤードの場合、1番手 1680ヤードの場合、2番手。
糸の長さ(ヤード) 綛の数
綿番手=---------------- ÷ 840 = ---------------
糸の重さ(ポンド) 糸の重さ(ポンド)
◯絹(デニール式)
9000mが1gの場合、1デニール 2gの場合、2デニール
糸の重さ
デニール=----------------------------
標準の長さに対する重さ(単位重量)
*1pound=454g 300yard=274m 840yard=768m
●番手の換算:もしメートル番手、麻番手、綿番手、デニールなど番手制の違い糸のあいだで太さを比べたい場合はよく知っている番手に換算するとよい。
0.59×メートル番手=綿番手 0.36×麻番手=綿番手 2.8×綿番手=麻番手 1.69×綿番手=メートル番手 9000÷メートル番手=デニール 5315÷綿番手=デニール
●糸番手の記号
◯デニール(Denier)は D または中の記号で表示します。21Dまたは21中など。中は多少の太細はあるが大体21デニール程度の太さであるということです。21中/10は21中の糸10本撚り、太さとしては21×10=210Dと同じです。ナイロン120/2はナイロンの120D双糸。
◯綿・麻の場合:番手/撚糸本数
20/3 20番手の3本撚り(三子撚り)太さは6.67番手とほぼ同じ。
30/2 30番手の2本撚り(双子)太さは15番手とほぼ同じ。
10/15 10番手の15本撚り(結束糸)
20/18左三ッ撚 単糸6本を引き揃えS撚りにして、それを3本Z撚りしています。
撚り合わせ本数右肩のSの印はシングル(片撚り)を示します。番手を大文字のSで表わす場合もある。20S=20番手
木綿糸 10/10sは10番手の糸10本片の意味です。太さは1番手と同じ。
◯ウールの場合:撚糸本数/番手
1/10 10番手の単糸
2/14 14番手の2本撚り(双子)太さは1/7とほぼ同じ。
*まとめ 絹 RS21/3×2M 生糸21デニール6本撚り諸撚り M:諸撚り K:片撚り
羊毛W3/4.5 ウール4.5番手三子
綿 C16/1 コットン16番手単糸
麻 L60/2 リネン60番手双糸
糸と密度
単位長あたりの経糸数を経糸密度、緯糸数を緯糸密度という。
筬密度:筬密度は単位長(1cm、1inch、1寸)あたりの筬羽の数をいう。
筬の側面に表示してある数字はそれぞれの羽数を表わしています。羽数の少ないほど筬密度は粗くなります。
洋機の場合は金筬を用い、cmあるいはinch表示します。和機の場合、尺も使用されます。通常、鯨(くじら)尺で1寸間(約3.78cm)にある羽数を表わします。寸間15羽は1寸の間に15の筬目があるということです。地方によっては、算(よみ)という場合があり、1算は40羽です。鯨尺の筬密度の目数をcmの筬密度の目数に換算する場合は、寸間筬目数÷3.7878=1cm間の筬目数となります。綴織などは、曲(かね)尺(1寸約3.03cm)を用います。
◯片羽(かたは):筬1目に1本ずつ経糸を通す(引き込む)。
◯丸羽(まるは):綜絖に1本ずつ通した経糸を2本一緒に筬目に引き込む。同じ筬を使用しても片羽の倍の密度になる。
◯混羽(こみは)諸羽(もろは)混み差し:綜絖に1本ずつ通した経糸を数本(三本混(三つ差し)、四本混(四つ差し))一緒に筬目に引き込む。
◯引き揃え:数本の糸を合わせて、綜絖にも筬にも一緒に引き込む。(2本取り、数本取り)糸は太くなるが密度は片羽と同じ。
◯空羽(あきは):部分的に筬目を空けて引き込む。
*経糸を込ませて用いるときは必ず糊付けするか、強めの撚りのかかった丈夫な糸を選ぶ。
*経糸密度が粗い場合、緯糸がたくさん打ち込めて緯糸の色目の勝った布地となる。経糸密度を込ませると緯糸の入りが悪くなり、経糸の色目の勝った布地となる。
必要糸量の計算方法
●経糸長(m)
織り上がり寸法
整経長=----------------- + 織りつけ + 織り切り
1-経糸の織り縮み率
総経糸数 = 1cm間の筬密度 × 織り上がり幅 + 織り縮み分(織り上がり幅の5~10%)+ 耳経糸数
*緯糸の織り縮みのため耳部に負担がかかるので普通、耳部の密度を地経糸密度より高くする。
経糸総長 = 整経長 × 総経糸数
経糸重量(g)
経糸総長(m)× デニール数 × 1g
絹 =----------------------------
9000m
経糸総長(m)× 454g
綿番手 =-------------------
768m × 番手数
経糸総長(m)× 454g
麻番手 =-------------------
274m × 番手数
経糸総長(m)× 1g
羊毛 =-----------------
1m × 番手数
*操作消耗量 10%を見込むこと。
必要糸量を綛数で求める。
経糸総長m
経糸綛数 = -----------
1綛の長さm
*綿糸 1綛(1H(ハンク))は840ヤード(768.1m)
麻糸 300ヤード(274.3m)
毛糸 1000m
●緯糸長(m)
筬通し幅 織り上げ幅と緯糸の織り縮み率から算出する。
織り上げ幅
筬通し幅 =-----------------
1-緯糸の織り縮み率
緯糸総長 = 筬通し幅 × 1cm間の緯糸密度(1cm間の打ち込み本数) × 織り上げ長さ
緯糸重量(g)
緯糸総長(m)× デニール数 × 1g
絹 =----------------------------
9000m
緯糸総長(m)× 454g
綿番手 =-------------------
768m × 番手数
緯糸総長(m)× 454g
麻番手 =-------------------
274m × 番手数
緯糸総長(m)× 1g
羊毛 =-----------------
1m × 番手数
*操作消耗量 20%を見込むこと。
*生糸は精練すると20~30%も練り減りします。未精練の絹糸を求める場合は気をつけましょう。

織物の組織について
織物は経糸と緯糸が交錯してできています。
交錯することを組織するといい、その交錯する状態によって、いろいろな織物組織が生まれます。
布地の片面から見て、経糸が緯糸の上に出て、交錯することを、経糸が「浮く」その反対を「沈む」という。
組織図
織物組織を書き表すために、方眼紙を用い、これを意匠紙といい、意匠紙に描いた組織を組織図または意匠図といいます。
経糸が浮いて出ている点を黒く塗り、沈んでいる場合は白く残します。
●完全組織の見つけ方
最小単位の組織を完全組織といいます。
三原組織
多種多様な織物の中でも、その基礎となる組織。
●平織(ひらおり)plain weaves
最も簡単で安定した組織。経緯糸いづれも1本ごと交差する。最も組織点が多く、布地の表面は平坦で丈夫。ブロード、モスリン、キャラコ、天竺、羽二重
●綾織(あやおり)twill weaves 斜文織
3本以上の経緯糸から成り、連続的に浮き沈みした交錯点によって、表面に綾線ができる。
地合は柔軟で手触り良く光沢がある。サージ、デニム、ギャバジン
片面綾と両面綾の2種があり、
◯片面綾は表面の経緯糸の表われ方が表裏異なる。
経糸の多く表われる面を経綾(経斜文・表斜文)
緯糸の多く表われる面を緯綾(緯斜文・裏斜文)
◯両面綾は表面の経緯糸の表われ方が表裏同一のもので、綾線の方向が表裏反対になる。
これら綾織の経緯密度が同じであるとき、綾線は45度角となり、これを「正則斜文」という。
経糸か緯糸の本数また綜絖の枚数から3・4・5枚綾などと呼ばれる。
◯経糸または緯糸1本の組織と綾線の方向がわかれば、完全組織図が描ける。
記号で表わす場合、横線を緯糸、分子を経糸の浮き数、分母を経糸の沈み数(緯糸の浮き数)、斜線を綾線に見立てる。
一般に綾線が/方向に走る面を表とする。綾線の方向が途中で変わる組織を「破れ斜文」という。
*4枚の破れ斜文は特に「トルコ朱子」と呼ばれ、朱子織の代用になる。
●朱子織(しゅすおり)satin weaves
経緯糸が5本以上からつくられる。
組織点は一定の間隔を保って規則正しく配置されるが少なく、織物表面は経糸か緯糸のいずれかでおおわれた感じになる。
地合が非常に柔軟で光沢があるが摩擦に弱い。糸密度も高く地は厚くなる。サテン・ベネシャン
経糸が多く浮いた方を経朱子(表朱子)
緯糸が多く浮いた方を緯朱子(裏朱子)という。
経糸と緯糸の本数が等しく、完全組織内で1回だけ組織するものを「正則朱子」という。
完全組織の経糸または緯糸の本数、あるいは用いる綜絖枚数から5・7・8・9・10枚朱子などという。
朱子は、織物表面に光沢を求める場合に応用される組織なので、糸密度も高くなることが多い。したがって組織点は連続していなくても綾織のような「綾線」が表われやすい。これを「朱子線」といって、これが表われる朱子織はきらわれる。
朱子織は飛び数(隔たりのある組織点)に一定の法則があります。
飛び数は経糸数を互いに公約数を持たない2つの異なった数に分けます。5枚朱子では2と3。6枚には無く、7枚朱子では2と5、3と4がそれぞれ飛び数となります。公約数を持つ飛び数は綾になってしまい、6枚朱子がないのはそのためです。
経糸数5の場合、飛び数2と3。7の場合、2と5、3と4。8の場合、3と5。9の場合、2と7、4と5。10の場合3と7。etc
○組織図の描き方は、まず意匠紙の左下に基点となる組織点を求め、その上から飛び数を数えて、右隣の経糸線上に次の組織点をつける。次も同じように組織点の上から同数の飛び数を数え、組織点をつける。上へ数えられない場合は下から数え続けます。
織物設計図(ドラフト図)
組織図、綜絖通し図、踏木図、タイアップ図、以上の4つの図で織物の外観と構造を表わします。
組織図(pattern)。綜絖通し図(harnesses)綜絖に経糸を通す順番を示す。踏木図(treadles・pedal)踏木を踏む順番を示す。タイアップ図(tie-up、treading sequence)綜絖と踏木を結ぶ連結点を示す。
●綜絖通しのいろいろ。順通し、山道通し、乱通し、朱子通し、飛び通し、割通し、混合通し、二重通し、からみ通し、などと呼ばれるものがあります。
●組織図がある場合の織り方図の書き方。
まず、踏木の必要本数をみつけます。踏木を踏み緯糸を入れる段の経糸の動きの種類を探します。図例では8本の緯糸を入れるのに4種類の踏木の動きがあることがわかります。
次に綜絖の必要枚数をみつけます。経糸8本の中に4種類の経糸の表われ方があることがわかります。各々違った綜絖に経糸を通す必要があります。図例では4枚綜絖が必要です。
踏み順と綜絖に通す経糸の通し方を決めます。1番最初は角に黒印をつけ種類が変わるごとに隣に移って黒印をマークしていきます。
ここからが重要なタイアップを見つける作業です。
タイアップを踏み順に従って決めます。タイアップ位置は、踏木図→組織図→綜絖通し図→タイアップ図の順に目で追ってきて最後にマークします。図1を例に取りますと、1番目の踏木を踏んだとき動く経糸は2、5、7、8でそれらの経糸が通っている綜絖は1枚目と3枚目です。1の踏木を踏んで1と3の綜絖を動かすためには連結(タイアップ)されていなければなりません。それがタイアップ図のマーク(黒印)です。以下同様に見つけてタイアップ図を完成します。
*踏木を踏むと綜絖が上がる機の場合は、ここで図示した通りのタイアップでよいが綜絖が下がる機の場合は、反対の白地位置でタイアップを行う。
●織り方図がある場合の組織図の書き方。踏木図→タイアップ図→綜絖通し図→組織図の順に目で追ってきて最後に組織図にマークして完成します。
●綜絖の枚数・踏木の本数・タイアップの方法の変化による設計図の違い。
図例では4枚綜絖4本踏木の場合。4枚綜絖8本踏木の場合、8枚綜絖4本踏木の場合、8枚綜絖8本踏木の場合のいろいろな変化がわかります。また、タイアップの違いで踏木の順が変わることもおわかりいただけるでしょう。
卓上手織機などは綜絖1枚に対し、レバーが1本づつ独立しているためタイアップを単純にし、レバーを数本同時に操作する必要があります。
●3本以上の踏木の場合、踏みやすくするため、タイアップを変化させる方法。
上図の踏木図の場合、左右の足が交錯して踏みづらくなります。順序よく踏めるようにタイアップを変化させ「ちどり足」になるようにします。
A: 2と3の踏木のタイアップを交換する。
B: 踏木が4本以上の場合には、タイアップを奇数と偶数とに分けて交互に組み替える。
●変化組織
変化組織は、それぞれの原組織から変化してつくられる。変化平織、変化綾織、変化朱子などで、他の組織との組み合わせの場合は、特別組織(特殊組織、混合組織)と呼ばれる。変化平織(畝織、斜子織etc)、変化綾織(山形斜文、あじろ斜文、伸び斜文、昼夜斜文etc)、変化朱子(ひろげ朱子、重ね朱子、みかげ朱子、ぼかし朱子etc)、特別組織(蜂巣織、模紗織、ワッフル織、ハック織、吉野、スエディシュレース、オーバーショット、モンクスベルト、サマーアンドウインター、ブロンソン、道屯織、風通織etc)その他、二重織組織(地合が厚くなるもの、2枚同時に織るもの、柄を織り出すもの)等があります。
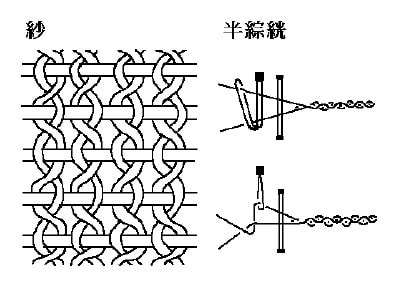
●からみ織(搦からみ織・綟もじり織)
紗しゃ 緯糸1本ごとに隣同士の2本の経糸をからませた組織。
絽ろ 緯糸3本以上の奇数段で平織または綾織を組織したあと、2本の経糸をからませ、繰り返している組織。
羅ら 経糸を1本おいた隣の経糸と相互にからませ、その交錯点に緯糸がある組織。
「ふるい」と呼ばれる半綜絖を使用しますと、紗と絽は簡単に早く織ることができます。

●織物の耳組織
経糸の弱いもの、織り幅の広いものは経糸が筬の摩擦で切断されやすいので、耳組織に工夫をする。
綜絖の綜目(あやめ)に2本引き揃えて通したり、それほどでない場合は筬目だけ丸羽にしたり、別な強撚糸を用いたりする。
一重織物の耳組織:普通、地組織を用いる。平織→平耳、うね織→うね耳、綾織→綾耳など。複雑な組織や地の密度が高い場合、さなだ耳(枕耳)を用いる。
二重織物の耳組織:さなだ耳(枕耳)を用いる。
装飾的な耳組織:房つき耳を用います。普通の織物の耳に緯糸を長く出し、耳の部分に力糸などを張り、平織を組織させ製織後、力糸を抜いて房とする。四方に房を作ることができる。